Product Short Description
Technical Specifications:
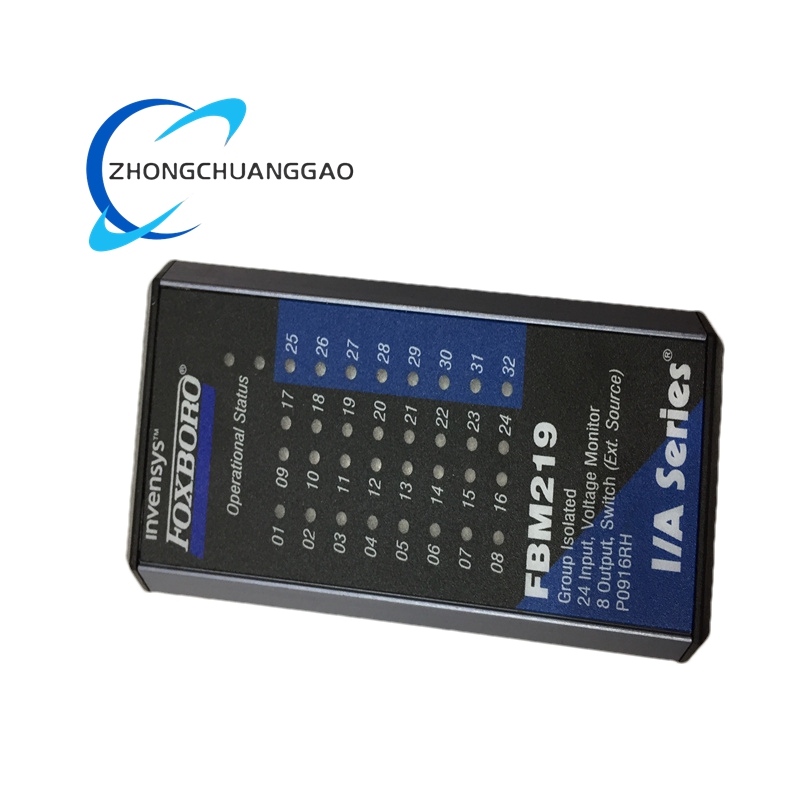
- Module Type: Discrete I/O interface.
- Channels: Typically configured with multiple discrete input/output channels (exact count varies by model).
- Input/Output Type: Supports both digital inputs (e.g., contact closures, logic levels) and digital outputs (e.g., relay drivers, solenoid controls).
- Voltage Range: Compatible with 24V DC or other industry-standard voltages (specific to configuration).
- Communication: Integrated with FOXBORO’s redundant fieldbus network for high-reliability data transfer.
- Isolation: Channel-to-channel and channel-to-ground isolation to prevent interference.
- Operating Temperature: -40°C to +70°C (industrial-grade durability).
- Certifications: ATEX (for hazardous areas), CE, UL, and other industry compliance marks.
- Physical Dimensions: Compact form factor for DIN-rail or panel mounting.
- Power Consumption: Low-power design for efficient operation.
Description
Functional Features:
- High Reliability: Built to withstand extreme temperatures, vibration, and electromagnetic interference (EMI).
- Fast Response: Real-time processing of discrete signals for timely control actions.
- Diagnostic Capabilities: LED indicators for module status, channel activity, and fault detection.
- Modular Design: Hot-swappable for easy maintenance without system shutdown.
- Redundancy Support: Optional redundant configuration for fault-tolerant operation.
- Flexible Configuration: Supports mixed input/output channels and customizable signal types.
Application Scenarios:
- Process Control: Monitors binary states (e.g., valve positions, pump statuses) in chemical plants, refineries, and power generation facilities.
- Power Generation: Controls turbine start/stop sequences, boiler feedwater systems, and grid synchronization.
- Oil & Gas: Manages pipeline pressure alarms, emergency shutdown (ESD) systems, and separation processes.
- Water Treatment: Adjusts flow rates, pH levels, and chlorine dosing in municipal or industrial water treatment plants.
- Manufacturing: Automates production lines, robotics, and quality control systems.
- Environmental Monitoring: Deploys in meteorological stations or pollution tracking systems for real-time data collection.
Key Advantages:
- Scalability: Modular architecture supports system expansion without downtime.
- Cost-Effective: Reduces installation and maintenance costs through integrated design.
- Safety Compliance: Meets ATEX, CE, and UL standards for hazardous environments.
- Energy Efficiency: Optimized power consumption for lower operational costs.


Reviews
There are no reviews yet.