Product Short Description
Technical Specifications:
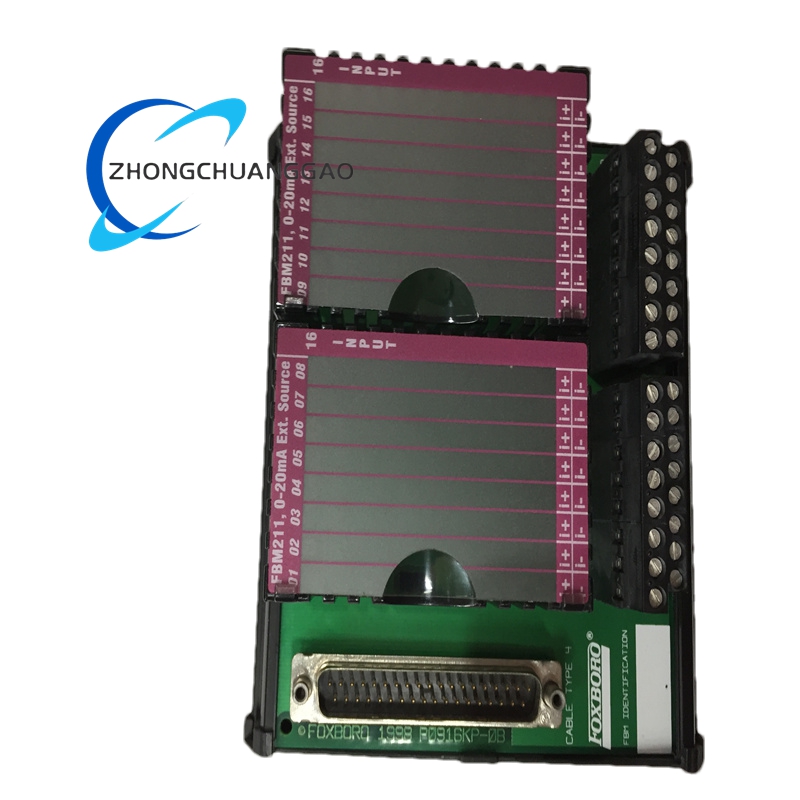
- Signal Types: Supports analog (4-20 mA, 0-10 V) and digital (contact/relay) signals.
- Channels: Configurable for multiple input/output channels (specific configuration depends on model variant).
- Accuracy: ±0.1% of full scale for analog signals.
- Isolation: Channel-to-channel and channel-to-ground isolation (600 V AC for 1 minute).
- Response Time: <100 ms (depends on signal type and system configuration).
- Operating Temperature: -40°C to +70°C (-40°F to +158°F).
- Storage Temperature: -40°C to +85°C (-40°F to +185°F).
- Humidity: 5% to 95% RH (non-condensing).
- Physical Dimensions: Compact DIN-rail or panel-mountable design.
- Weight: Approximately 0.5–1 kg (varies by configuration).
- Certifications: CE, ATEX (for hazardous areas), CSA, and UL.

Description
Functional Features:
- High Reliability: Built with robust materials to withstand vibration, shock, and electromagnetic interference.
- Flexible Configuration: Supports multiple signal types and ranges via software settings.
- Diagnostics: LED indicators for power, signal status, and module health.
- Hot-Swappable: Can be replaced without disconnecting field wiring or powering down the system.
- Network Integration: Compatible with Foxboro’s I/A Series fieldbus for seamless communication.
- Self-Powered: Derives power from the fieldbus, eliminating external power requirements.
- AI Regulation: Features AI artificial intelligence regulation (APID/MPT) for smooth control curves.
Application Scenarios:
- Process Control: Monitors and regulates pressure, temperature, and flow in chemical, petrochemical, and refining plants.
- Power Generation: Manages boiler feedwater valves and turbine control systems.
- Water Treatment: Adjusts chlorine dosing and flow rates in municipal water systems.
- Oil and Gas: Controls pipeline pressure and valve positions in upstream/downstream operations.
- Metallurgy: Monitors and adjusts parameters in steel and aluminum production.
- Pharmaceuticals: Ensures precise control in sterile manufacturing processes.
Key Advantages:
- Robust Design: Withstands extreme temperatures, vibration, and electromagnetic interference.
- Hazardous Area Compliance: ATEX certification enables use in explosive atmospheres.
- Low Maintenance: Self-diagnostics and rugged construction reduce downtime.
- Scalability: Supports large-scale industrial automation systems.
- Cost-Effective: Reduces installation and maintenance costs through modular design.


Reviews
There are no reviews yet.