Product Short Description
Product Introduction
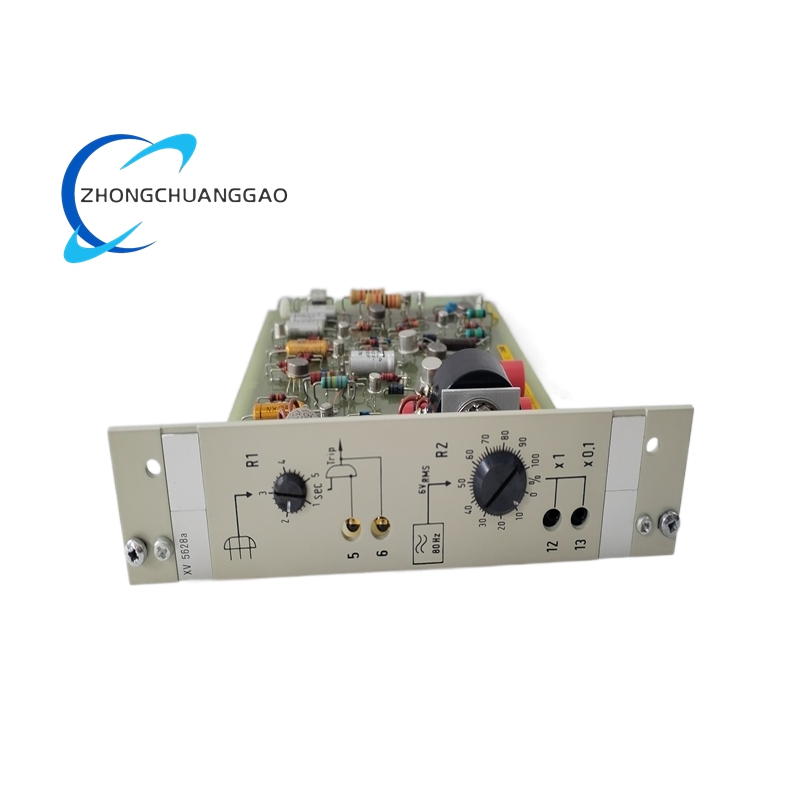
The ABB XV5628A is a high-performance vibration monitoring main unit module designed for industrial equipment health management and condition monitoring systems. It serves as a core component for acquiring, processing, and analyzing real-time vibration signals from rotating machinery and critical industrial assets. This module integrates advanced signal conditioning, high-precision data conversion, and fault diagnosis capabilities, enabling continuous monitoring of equipment vibration parameters such as amplitude, frequency, and phase. Built with industrial-grade components, it delivers exceptional reliability and durability, supporting predictive maintenance strategies to prevent unplanned downtime and optimize operational efficiency across various industrial sectors.

Description
Technical Specifications
- Product Type: Vibration Monitoring Main Unit Module
- Equivalent Model: HEIA404919R0001
- Signal Input: Supports connection to industrial vibration sensors (accelerometers, velocity sensors)
- Signal Acquisition: Real-time collection of vibration amplitude, frequency, and phase data
- Signal Processing: Integrated filtering, amplification, and analog-to-digital conversion circuits
- Data Output: Digital communication interface for transmitting processed vibration data to control systems or analysis software
- Power Supply: 24V DC industrial power input (backplane or external)
- Isolation: Galvanic isolation between sensor inputs and system bus for noise immunity
- Operating Temperature: -20°C to +65°C (industrial temperature range)
- Storage Temperature: -40°C to +85°C
- Humidity: 5%–95% RH (non-condensing)
- Vibration Resistance: 10g (10–150 Hz)
- Shock Resistance: 100g (11 ms duration)
- Mounting: Standard DIN rail or rack mounting for industrial cabinets
- Protection Rating: IP20 (indoor installation)
- Certifications: CE, ATEX (for hazardous area applications)
- Environmental Compliance: WEEE, RoHS
- Diagnostics: Built-in self-test and sensor fault detection functions
- Dimensions: Compact industrial form factor for easy integration
- Weight: Approximately 0.4 kg
Key Features
- High-Precision Vibration Monitoring: Delivers accurate measurement of vibration amplitude, frequency, and phase, enabling precise equipment health assessment.
- Integrated Signal Processing: Onboard filtering, amplification, and digitization eliminate external signal conditioning requirements, simplifying system design.
- Real-Time Data Acquisition: Continuously captures vibration signals with high sampling rates for reliable transient event detection.
- Advanced Fault Diagnosis: Processes vibration data to identify common machinery faults such as imbalance, misalignment, bearing wear, and gear defects.
- Industrial-Grade Reliability: Rugged construction and high-quality components ensure stable operation in harsh industrial environments with high vibration and temperature fluctuations.
- Galvanic Isolation: Provides robust electrical isolation to protect the module and connected systems from ground loops and electrical interference.
- Seamless System Integration: Compatible with ABB automation platforms and third-party condition monitoring software for unified equipment management.
- Comprehensive Diagnostics: Built-in self-diagnostics monitor module health, sensor connectivity, and signal integrity, enabling proactive maintenance.
- Hazardous Area Compatibility: ATEX certification allows safe deployment in Zone 1/2 classified areas with explosive gases or dust.
- Easy Installation & Configuration: User-friendly setup with standard mounting options and plug-and-play sensor connectivity.
- Long Service Life: Designed for extended operational lifecycles with minimal maintenance requirements.
Application Scenarios
- Power Generation: Turbines, generators, pumps, and fans in thermal, hydro, and wind power plants for predictive maintenance and reliability optimization.
- Oil & Gas Industry: Compressors, pumps, and rotating equipment in refineries, offshore platforms, and pipelines to prevent catastrophic failures.
- Chemical & Petrochemical: Reactors, mixers, and centrifuges in chemical processing plants for continuous health monitoring in corrosive environments.
- Mining & Metallurgy: Crushers, mills, and conveyors in mining and metal processing facilities operating under heavy load and vibration conditions.
- Mechanical Manufacturing: Machine tools, motors, and production line equipment for quality control and downtime reduction.
- Automotive Manufacturing: Engine test stands, assembly line machinery, and robotic systems for precision vibration monitoring.
- Aerospace: Test equipment and ground support machinery for aerospace component testing and validation.
- Marine & Offshore: Shipboard propulsion systems, pumps, and auxiliary equipment in marine and offshore drilling platforms.
- Water & Wastewater: Pumps, blowers, and treatment equipment in water treatment plants and distribution networks.
- General Manufacturing: Critical rotating assets in cement, paper, and food processing industries for condition-based maintenance.


Reviews
There are no reviews yet.